关键词 |
西安回收压片机,上门回收压片机,哪里回收压片机,哪里回收压片机 |
面向地区 |
全国 |
压片机所压的片形,初多为扁圆形,以后发展为上下两面的浅圆弧形和深圆弧形,这是为了包衣的需要。随着异形压片机的发展,椭圆形、三角形、长圆形、方形、菱形、圆环形等片剂随之产生。另外,随着制剂的不断发展,因复方制剂、定时释放制剂的要求,而制成双层、三层、包芯等特殊的片剂,这些都需在特殊压片机上完成。
随着市场需求的发展,压片机的适用范围也越来越广,不再单纯的局限于压制中、西药片剂,更可以广泛的压制保健食品、兽药片剂,化工片剂:诸如樟脑丸卫生球、洗涤块、蓝精灵块、美术粉饼、农药片剂等,食品片剂:鸡精块、板蓝根块、神曲茶块、压缩饼干等。
早的压片机是由一副冲模组成,冲头作上下运动将颗粒状的物料压制成片状,这一机器称单冲压片机,以后发展成电动花篮式压片机。这两种压片机的工作原理仍然是以手工压模为基础的单向压片,即压片时下冲固定不动,仅上冲运动加压。这种压片的方式,由于上下受力不一致,造成片剂内部的密度不均匀,易产生裂片等问题。
进入21世纪,随着GMP认证的深入,完全符合GMP的ZP系列旋转式压片机相继出现:上海的ZP35A、山东聊城的ZP35D等。高速旋转式压片机在产量、压力信号采集、剔废等技术上有了长足的发展,高产量一般都大于300,000片/小时,大预压力20kN,大主压力80kN或100kN以上。譬如,北京国药龙立科技有限公司的GZPLS-620系列高速旋转式压片机、上海天祥健台制药机械有限公司的GZPK3000系列高速旋转式压片机、北京航空制造工程研究所的PG50系列高速旋转式压片机等。
技术含量较低、技术创新后力不足。国内40余家制药装备企业生产六十多个品种规格的压片机。虽然每年都有新的产品在不断推出,但这其中真正技术水平高、附加值大的品种却。产品重复开发严重、抄袭剽窃盛行。为了生存,许多小规模的制药装备企业不仅在技术创新上采取"模仿型"战略,有的厂家甚至完全靠抄袭别人的技术作为自己的技术"创新"。为了争夺定单,往往采取压价手段,因为品牌忠诚度低,价格战打起后,这些品牌更加吃亏,必将导致我国压片机设计制造水平整体倒退。
剂量的控制。各种片剂有不同的剂量要求,大的剂量调节是通过选择不同冲头直径的冲模来实现的,如有直径6mm、8mm、11.5mm、12mm等冲头。在选定冲模尺寸之后,微小的剂量调节是通过调节下冲伸入中模孔的深度,从而改变封底后的中模孔的实际长度,调节模孔中药物的填充体积。因此,在压片机上应具有调节下冲在模孔中的原始位置的机构,以满足剂量调节要求。由于不同批号的药粉配制总有比容的差异,这种调节功能是十分必要的。
在剂量控制中,加料器的动作原理也有相当的影响,比如颗粒药物是靠自重,自由滚落入中模孔中时,其装填情况较为疏松。如果采用多次强迫性境入方式时,模孔中将会填入较多药物,装填情况则较为密实。
药片厚度及压实程度控制。药物的剂量是根据处方及药典确定的,不可更改。为了贮运、保存和崩解时限要求,压片时对一定剂量的压力也是有要求的,它也将影响药片的实际厚度和外观。压片时的压力调节是的。这是通过调节上冲在模孔中的下行量来实现的。有的压片机在压片过程中不单有上冲下行动作,同时也可有下冲上行动作,由上下冲相对运动共同完成压片过程。但压力调节多是通过调节上冲下行量的机构来实现压力调节与控制的。
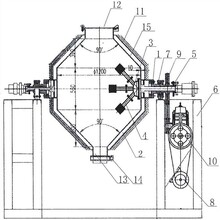
连杆拆卸:先拆下上冲芯杆,再取下连杆销上的钢丝挡圈,取出连杆销,即可取下连杆。安装:接上述相反顺序进行。
大皮带轮、小齿轮及过桥轴拆卸:抵下三角皮带,旋下过桥轴右端母及垫圈(在机身里面),用手拿牢大皮带轮连同小齿轮和过桥轴一起抽出来,然后可用将过桥轴从轮孔中抽出。(大皮带轮与小齿轮及轴套三者压么一体,一般不需要拆开)。安装:参考上述相反顺序进行。
主轴拆卸:拆卸主轴应两人进行。拆下大皮带轮,再旋下螺母取下杠杆、杠杆轴及充填滚轮。(必要时再拆下手轮及充凸轮)卸下防护罩,旋下螺钉及垫圈,用木锤敲打大齿轮内侧的非工作面(不可重大)。将其卸下(注意勿使提升滚轮丢失),再用木锤和铜棒敲打轴端(注意不要损伤轴端螺孔),同时拿牢轴的另一端并扶住偏心轮壳,慢慢将主轴拆下。安装:参考上述相反顺序进行。