产品别名 |
二手韩国车铣复合 |
面向地区 |
全国 |
韩国现代威亚机床按加工零件品种挑选根本机型
1. 韩国现代威亚对回转体类(盘、套、轴、法兰)工件,直径600mm以下,通常选用卧式数控车床。
2. 对回转体类(盘、套、轴、法兰)工件,直径600mm以上,通常选用立式数控车床。
3. 对杂乱回转体类(盘、套、轴、法兰)工件,含定向型面加工,孔加工,韩国现代威亚通常选用卧式全功能数控车床或车削基地。
4. 对简略箱体类,异形类,型腔模具工件,假如加工余量大(粗加工),并且以型面加工为主,通常选用数控铣床。
5. 对箱体类,异形类,型腔模具工件,假如加工余量小(精加工),并且韩国现代威亚以单脸庞系加工为主,工序会集的,通常选用立式加工基地。
6. 对箱体类,异形类,型腔模具工件,假如加工余量小(精加工),并且以多脸庞系加工为主,工序会集且杂乱的,通常选用卧式加工基地。
言而总之,韩国现代威亚数控机床的选型实际上是一个归纳性的技术知识的学习和实践进程,要经过重复对比才干不断体会,可是总的原则是:功用报价比要高、运用保护便利,售后服务体系完善,只要掌握这一点,才干满意实际工作的需求,才能加工出合格的产品。
复合加工中心编程实例教程刀具的挑选
选用基地孔定位、钻孔、粗镗孔、精镗孔的办法所挑选刀具分别为 3基地钻、 25钻头、 29.6粗镗刀、 30精镗刀。
SKT200(新款类型E200C),韩国现代起亚机械的机型之一,中国市场同类机型机型之一。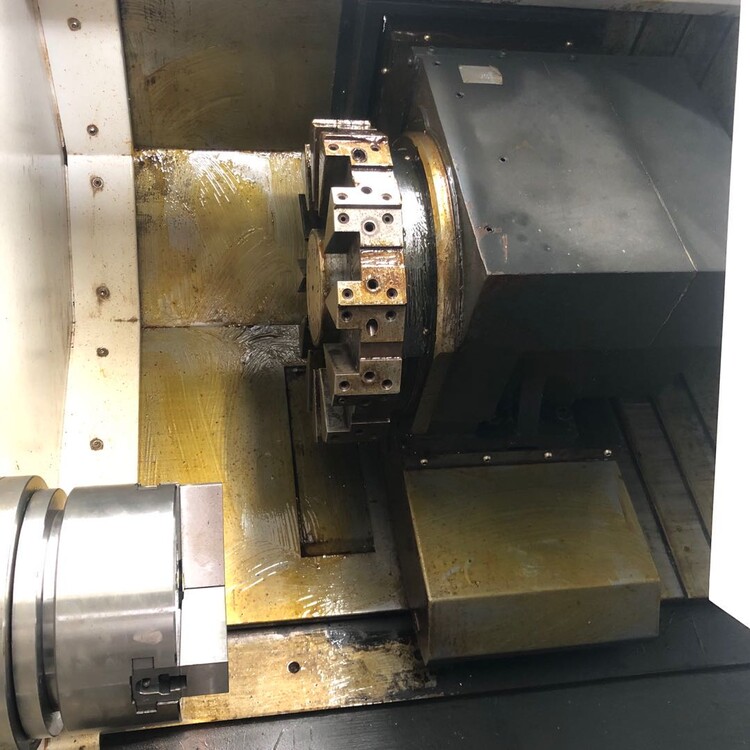
一、韩国现代威亚 机床技术特征
1、机床床身为45度斜床身米汉纳铸铁整体铸造构造。
2、本机床中空三爪卡盘(中空拉管及中空油缸)、及刀塔定位等为液压操控,夹紧力可调。
3、12工位刀塔旋转选用FANUC伺服电机驱动,选用3片鼠牙盘定位可获得极快的换刀速度和很高的定位精度。
4、选用15/11KW主轴电机既有的高速加工能力,一起在低速下还有较好的重切削加工能力。
5、 选用日本NSK公司的滚珠丝杠,X、Z轴丝杠两头选用预拉紧办法,可有用的下降加工发生的热变形。
6、 主轴箱选用对称计划构造,可消除主轴在高速工作中由于热变形发生的位移偏移,使主轴坚持的对中性和稳定性。
7、X、Z轴配有冲突保护设备,该设备各轴丝杠上装有限扭矩离合器,现代威亚数控机床价格行情当设备因误操作发生冲突时,丝杠会主动脱离伺服电机,避免机床出现严重的损坏。该安全离合器设备在手工操作下可主动复位。
车铣复合加工中心和五面体加工中心有很大区别。车铣复合加工中心有x、y、z、a、c五个轴,x、y、z轴和a、c轴形成车铣复合联动加工,擅长空间曲面加工、异形加工、镂空加工、打孔、斜孔及斜切等。而“五面体加工中心”则是类似于三轴加工中心,只是其可以同时做五个面,但是无法做异形加工、打斜孔及切割斜面等。典型案例如大隈车铣复合系列拳头产品MULTUS B300Ⅱ(见图1),一直受到非常高的评价,该装备采用Thermo-Friendly Concept(热亲和概念),确保了其稳定的加工精度,搭载Collision Avoidance System(防撞击系统)实现了放心操作。通过车铣复合实现从毛坯到成品一次装夹完成全部车、铣、钻、攻螺纹及深镗孔等多种工序的集成粗精加工。